
Need help choosing the right product?
Our tool will match the best product to your needs
Launch product selectorWelcome to the USA Website
We have detected that you may prefer the Global site. Please use the language dropdown above to change your selection if required.
The debate over increasing energy cost has caused suppliers in the metal production and treating industry to look at control refinements for furnace heating systems.
Reducing energy costs remains a key area of focus and successful companies are finding ways to improve their competitiveness by concentrating investment in this area of their business. This article aims to highlight further savings, which can be made by paying careful attention to the way electrical energy is used and distributed around thermal processing equipment.
Since most of the Metals Supply and Heat Treating process industry is audited, there is a need to record and store batch and process data. With the advent of simple communicating power metering equipment it is a natural extension of the control system to embed plant energy usage in to the stored records. Having access to energy data in real time and historic format allows users to evaluate the following:
Using wireless technology as a cost effective way to acquire and distribute energy information over Ethernet allows the data to be shared in real time around groups of internal management and engineering clients. Experience has shown that where users have access to energy data it has always been possible to define areas of savings.
Except for the most complex heater loads i.e. those element materials which have resistance change with temperature or complex transformer coupled loads, it is recommended that simple whole cycle switching methods are employed to control electrical energy with thyristors.
The continuing use of Phase Angle (Cycle Chopping) for simple heaters including modern Silicon Carbide causes disadvantages to users through poor power factor, harmonic disturbance on the supply and RF interference around the installation.
Figure 1 shows typical harmonic disturbance associated with phase angle firing for single and 3 phase loads. It can be seen from the diagrams that when switching the sine wave at 90 degrees a high proportion of odd harmonic current is reflected into the supply.
Poor power factor associated with phase angle firing is the principle concern for energy cost. Since most electrical installations are designed to operate at around 50% output power at the nominal operating setpoint, the supply mains cycle will be chopped at the worst case of 90 degrees when operating in PA mode, Under these conditions the resultant power factor could be as low as 0.72 instead of above the desired level of 0.95. Dependent on the metering type and the supply impedance this could have a very detrimental effect on the billing value adding 7-10% cost with no benefit to the process

1) For installations where phase angle control cannot be avoided, using an electronic supply tap changer will automatically keep the power factor and supply disturbance to a minimum.
Figure 2 shows typical response from a 4. tap change control system. Notice how the power factor is above 0.9 for most tappings at the critical 50% demand level compared to the fundamental curve which shows 0.72 for 50% demand.
2) For non complex heater loads it is possible to use any of the whole cycle firing modes including single cycle and advanced single cycle switching methods to satisfy the watts density loading and thermal mass characteristics of most common heaters whilst eliminating the poor power factor and harmonic problems.
Advanced single cycle can be particularly effective for shortwave infra-red loads or for loads where it is desirable to minimize the effect of long bursts of power on the elements.
For element materials, which have a positive resistance/temperature coefficient, it is also possible to use intelligent thyristors to switch from phase angle firing to whole cycle firing when the element resistance increases to allows full mains volts to be impressed across the load.
Information is available from Eurotherm on the benefits of alternative thyristor switching methods for particular heater materials.

It has long been recognised that analysis of furnace power behavior can indicate furnace performance. Consumers are using power profile recognition to determine operational changes on their processing equipment against batch types. A recent advance in on-line power monitoring for batch heat treatment cycles has produced a furnace power optimization solution for homogenization, annealing, normalizing and similar heat treatment processes.
In this application the point at which the temperature within the stock has become homogeneous is recognized by a steady state control algorithm acting on the derivative of power consumption. Clients are using this control system intelligence to recognize the point at which equilibrium is reached to shorten process times and improve plant utilizations. Eurotherm uses their proprietary algorithm to give customers this cost saving benefit without the need to include additional work piece monitor sensors.
Figure 3 shows curves associated with furnace and work-piece temperature performance against the derivative of the energy usage used in Eurotherm Furnace Energy Optimization algorithm.

Using the intelligence of modern control systems it is possible to automate out of hours setpoint control for thermal processing equipment. In the example shown below the control systems understands the dynamics of the furnace and can recognize the power required to maintain the standby setpoint and the power required to achieve the operating setpoint.
The controller has a user screen which allows the operator to enter the required duty setpoint and time for the furnace to be back at temperature. The controller uses the furnace tuning information and an internal real time clock to ensure the furnace is back at the duty setpoint as required for work.
Benefits allow much more consistent and repeatable energy savings through the use of out-of-hours furnace turn down.
Eurotherm supply control systems which are specially designed to incorporate the unique energy saving routines.

Where a heat treatment shop has a large installed base of electrically heated thermal processing equipment it is often desirable to sequence the firing of individual furnace zones or independent furnaces to minimize the supply fluctuation. By using intelligent thyristor firing methods it is possible to limit the power surge and instantaneous supply loading associated with any installation through a selectable combination of firing patterns. In this mode none of the zones are switched on simultaneously and individual furnace or zone power demands are synchronized to give a very even loading on the factory supply.
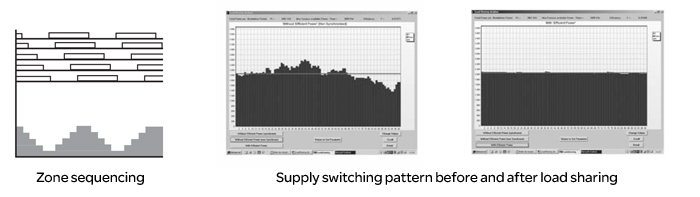
The following figures show a zone sequencing pattern and the overall effects on the supply by evening out the load on the plant. The benefits allow clients to operate higher installed equipment base from the existing supply.
A further benefit can be obtained from this solution by setting a threshold on the smoothed power level to trap excursions of energy use through the site maximum demand point. Setting alarms on the threshold level can trigger prioritized load shedding and thus avoid costly excess-tariff penalties.




Product Selector
Our tool will match the best product to your needs
Launch product selectorContact Us